Conveyors
Sort By:
Industrial Conveyor Systems & Automated Material Handling
What purpose do conveyors have? A conveyor system's main purpose is to move produ...Read more (+)









")








Showing 1 to 18 of 18 (1 Pages)
-238x94.jpg)










































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Industrial Conveyor Systems & Automated Material Handling
What purpose do conveyors have? A conveyor system's main purpose is to move products efficiently and safely from one location to another. The industrial designs manufactured by CM Machine Services allow for the seamless mobility of products that are too heavy, too bulky, too fragile, or simply require mechanical transport to uphold strict hygienic food transfer processes.
By eliminating manual labor bottlenecks and optimizing factory workflows, our advanced conveyor systems save time, drastically reduce product giveaway, and increase overall facility profitability.
High-Performance Automation for Intralogistics and Packaging Lines
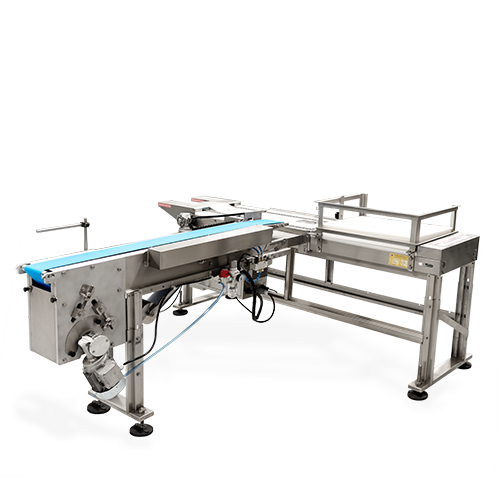
A frequently asked about piece of equipment in our lineup is the high-precision Automatic Tray Loading Conveyor. This advanced system moves products from a former or feeding line automatically without harming delicate food profiles. It achieves this by lowering the tray and retracting the belt and conveyor with extreme precision and high performance. Because of its capability to move vast volumes of goods within a limited amount of time, it is ideally suited for high-production packaging facilities.
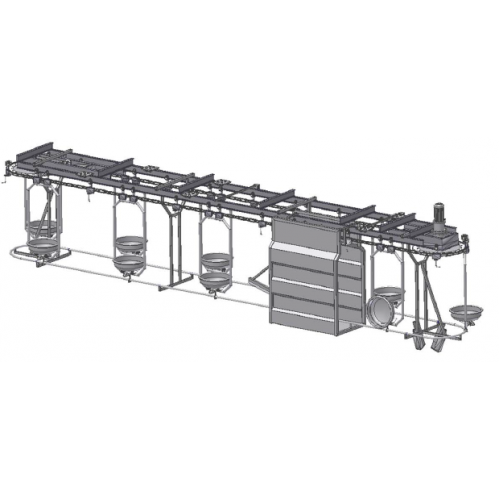
For specialized product routing, another commonly asked about piece of equipment is our Bowl Type Conveyor. This system is uniquely engineered to convey solid, granular, or small-sized products upwards into fillers or multi-head weighers. In the past, it was heavily relied upon as a secondary lifting solution due to the tight constraints of plant field space, ensuring maximum vertical incline efficiency without a massive floor footprint.
Sanitary Design & Line Integration Highlights
In the process of achieving optimal line efficiency with low long-term operational costs, all of our conveyors play important roles within operations ranging from small startups to large processing plants:
Optimize Your Product Transfer Efficiency
Whether you need an inline tray loader to feed an automatic thermoformer or a vertical elevator to transport bulk granular ingredients, our systems are built to deliver uncompromised reliability. Contact the engineering specialists at CM Machine Services today to analyze your product dimensions, line velocities, and floor space to build the perfect conveyor solution.
...Read less (-)